La impresión 3D puede parecer un campo minado, pero no tiene que ser así.
Siga nuestras sencillas guías de impresión para ayudarlo a seleccionar los mejores materiales y técnicas para su proyecto.
Siga nuestras sencillas guías de impresión para ayudarlo a seleccionar los mejores materiales y técnicas para su proyecto.
| Printing Type | SLS | HSS / MJF | FDM |
|---|---|---|---|
Minimum Feature Size 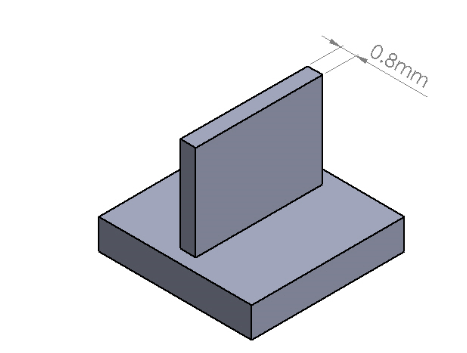
Minimum Feature SizeThe minimum size that we can guarantee the printer will be able to print. Any features under this size may not be reproduced by the printer. |
0.8mm-1.0mm | 0.5mm | 1.0mm |
Minimum Offset 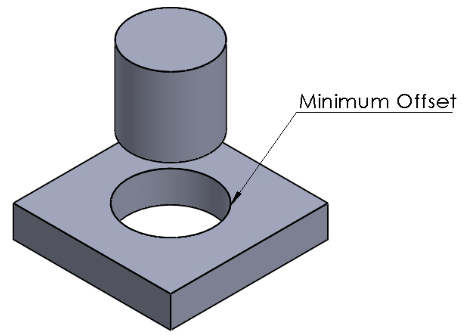
Minimum OffsetThe minimum distance required between multi body parts to achieve a clearance fit allowing the free movement of parts. Any features under this value may end up being produced as one part or feature, and may not function as intended. |
0.3mm | 0.3mm | 0.5mm |
Minimum Hole 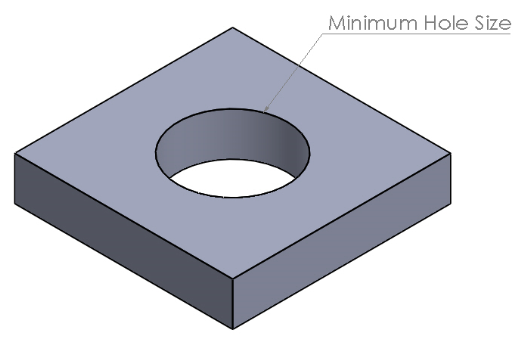
Minimum Hole SizeThe minimum size required for the printer to reproduce a clean hole. |
1.5mm | 1.5mm | 2.0mm |
Tolerance 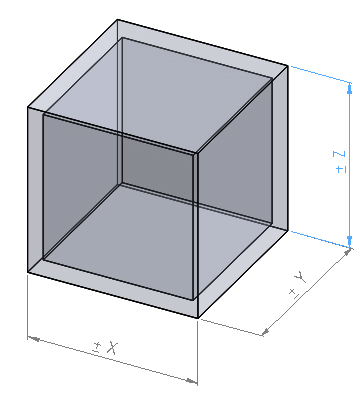
ToleranceThe expected deviation in size that is likely to occur during the printing process. | ±0.3% per 100mm (lower limit 0.3mm) | ±0.3% per 100mm (lower limit 0.3mm) | ±0.3% per 100mm (lower limit 0.3mm) |
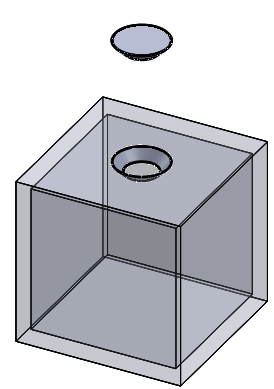
| Support Considerations | If the part is to be free from unsintered powder then any hollow sections without an opening (in the design) will need to have a drain hole added and bonded into place after the manufacturing process. Without the drain hole the unsintered powder is impossible to remove and will remain contained within the part. It is recommended that any sections greater than 6mm in thickness are hollowed in order to maintain part geometry. This will be done by the RICOH Rapid Fab team prior to printing and does not need to be considered during the design stage. Drain holes and hollowing of thick sections will be added by our engineers prior to printing. We will always seek approval from the customer prior before printing.
All files sent to us are analysed prior to the printing process. We will advise of any issues with the geometry that may lead to problems during the printing or post processing stage. |
If the part is to be free from unsintered powder then any hollow sections without an opening (in the design) will need to have a drain hole added and bonded into place after the manufacturing process. Without the drain hole the unsintered powder is impossible to remove and will remain contained within the part. Drain holes and hollowing of thick sections will be added by our engineers prior to printing. We will always seek approval from the customer prior before printing. All files sent to us are analysed prior to the printing process. We will advise of any issues with the geometry that may lead to problems during the printing or post processing stage. |
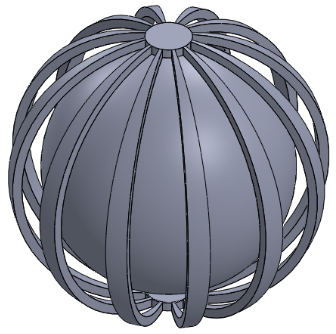
The majority of FDM materials have soluble support material. So as long as water can enter the supported areas, this material is simply washed away. Materials such a ULTEM and PC do not have a soluble support material option so 'break away' support material is used, meaning it has to be removed by hand with tools. If the support material is not accessible or simple to remove then it may be difficult to achieve the desired design, which limits the complexity of design for these materials. A ball-within-a-ball structure for instance (pictured) would not be possible with ULTEM or PC.
All files sent to us are analysed prior to the printing process. We will advise of any issues with the geometry that may lead to problems during the printing or post processing stage. |
+44 (0) 800 304 7196
Envianos una consulta