La stampa 3D può sembrare un campo minato, ma non è detto che lo sia.
Ogni stampante e tecnologia 3D ha capacità di stampa diverse e ci sono caratteristiche comuni che vengono utilizzate nel settore per testarle. Il team di Ricoh 3D utilizza una serie di scenari ben documentati per suggerire le considerazioni chiave da fare in fase di progettazione.
Segui la nostra semplice Guida alla progettazione della stampa 3D per aiutarti a selezionare i materiali e le tecniche migliori per il tuo progetto.
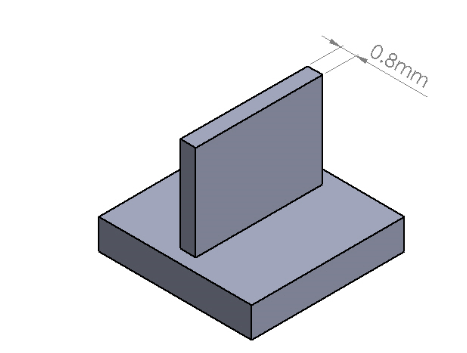
Dimensione minima della caratteristica
Questa è la dimensione minima che possiamo garantire al sistema di stampare. Qualsiasi caratteristica al di sotto di queste dimensioni potrebbe non essere riprodotta dalla stampante.
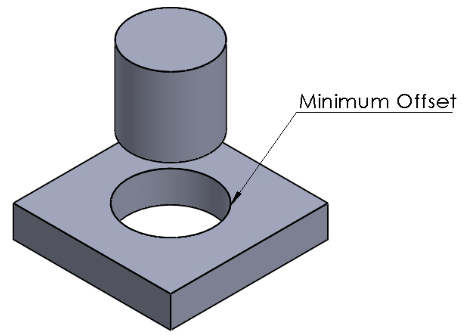
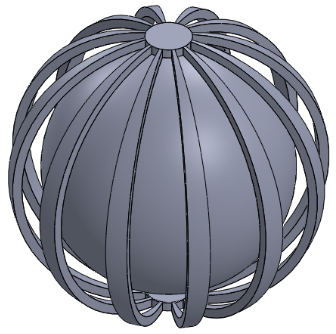
Offset e parti mobili
Si tratta della distanza minima necessaria tra le parti multicorpo per ottenere un accoppiamento libero, consentendo il libero movimento delle parti. Qualsiasi elemento al di sotto di questo valore può finire per essere prodotto come un unico pezzo o elemento e potrebbe non funzionare come previsto.
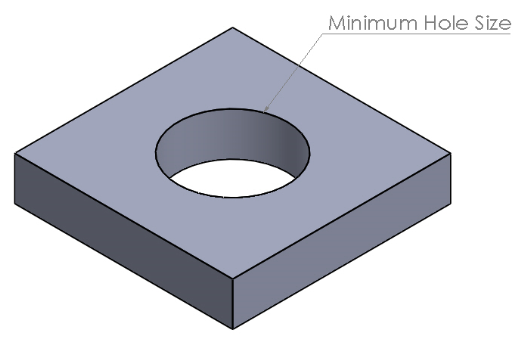
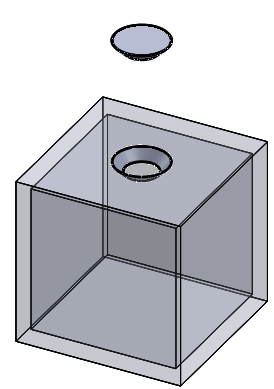
Buchi
Questa è la dimensione minima richiesta dalla stampante per riprodurre un foro pulito.
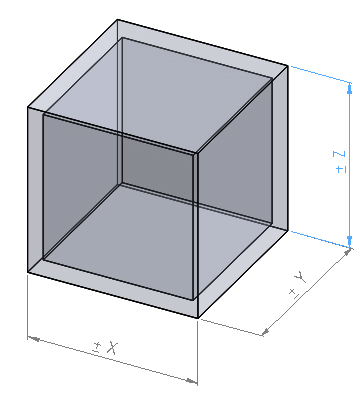
Tolleranze
Questa è la tolleranza accettata per ogni tecnologia che deve essere presa in considerazione durante la fase di progettazione.